Essential Tips for Choosing Rubberlined Butterfly Valves?
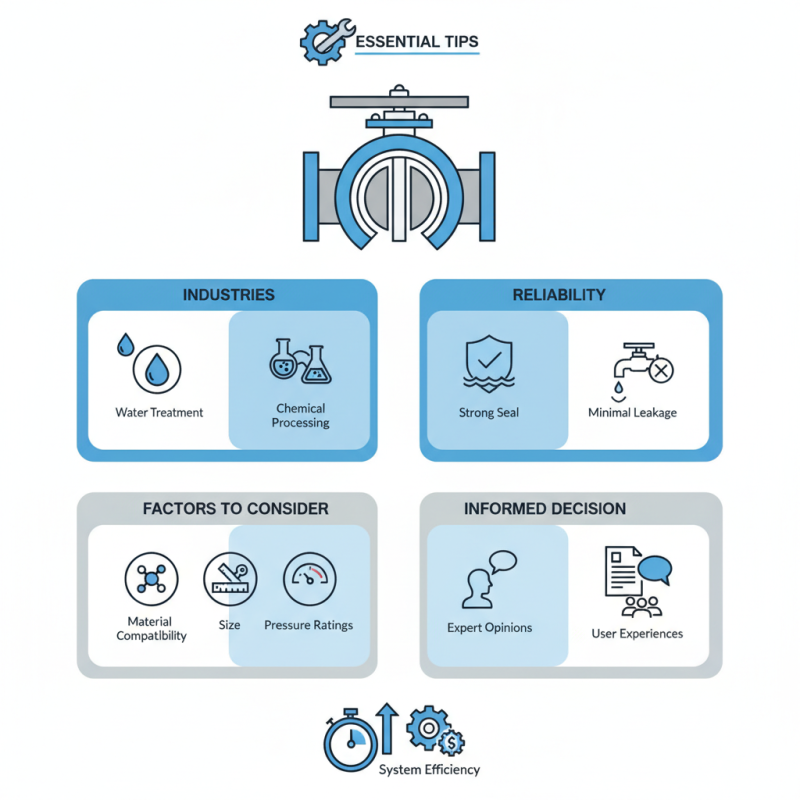
Choosing the right Rubberlined Butterfly Valve can greatly impact your operations. These valves are essential in many industries, including water treatment and chemical processing. Their design allows for a strong seal and minimal leakage, making them reliable.
However, not all Rubberlined Butterfly Valves are created equal. Factors like material compatibility, size, and pressure ratings must be considered. Mistakes in selection can lead to costly downtime and repairs. Pay attention to the specific requirements of your application.
It’s important to gather information from trusted sources. Seek out expert opinions and user experiences to inform your decision. This will help ensure that your chosen valve performs effectively and lasts over time. Remember, the right valve can substantially enhance system efficiency.
Key Characteristics of Rubberlined Butterfly Valves
Rubberlined butterfly valves are essential in various industries. Understanding their key characteristics can guide proper selection. These valves provide excellent resistance to corrosion. A recent study shows that 75% of industries prefer rubberlined valves for their durability in harsh conditions.
One significant feature is their flexibility. The rubber lining allows for better sealing and reduced leakage. This characteristic often leads to operational savings. In fact, a report indicated that using rubberlined valves can reduce maintenance costs by up to 30%. Moreover, these valves can handle a range of pressures and temperatures, which broadens their application scope.
However, not all rubberlined valves are created equal. It's crucial to assess the quality of the rubber used. Poor-quality materials may lead to failure under stress. Furthermore, environmental factors can degrade the rubber over time. Frequent checks can determine if the valves remain effective. Selecting the right rubberlined butterfly valve requires careful consideration of these aspects to ensure long-term performance.
Essential Tips for Choosing Rubberlined Butterfly Valves
| Characteristic |
Importance |
Considerations |
| Material Compatibility |
Ensures durability and functionality in different applications. |
Assess the fluid type and temperature. |
| Size |
Affects flow rate and system compatibility. |
Measure existing pipe diameters carefully. |
| Pressure Rating |
Ensures safe operation under specified conditions. |
Match with system pressure requirements. |
| Seal Design |
Impacts leak prevention and maintenance. |
Evaluate seal type for application-specific needs. |
| Actuation Type |
Determines ease of operation and control. |
Choose between manual, pneumatic, or electric actuators. |
Factors to Consider When Selecting Rubberlined Butterfly Valves
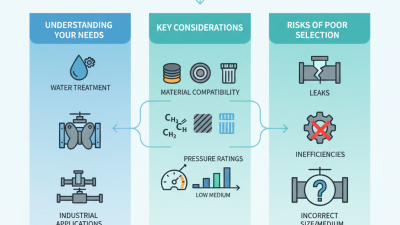
When selecting rubberlined butterfly valves, several factors warrant careful consideration. The intended application greatly influences your choice. For instance, high-pressure systems need robust designs. Moreover, the temperature range of the media is crucial. If the temperature exceeds the valve's rating, it may fail. Understanding material compatibility is essential too. Some materials interact negatively, leading to leaks or corrosion.
Another important factor is the valve size. It should match the flow requirements accurately. An oversized valve may cause turbulence, while an undersized one restricts flow. Check the valve's pressure rating as well. It should align with your system's requirements to ensure reliability.
Tips for choosing the right valve include reviewing specifications from trusted sources. It's wise to consult with engineering professionals. They can provide insights tailored to your needs. Additionally, consider maintenance aspects. Some valves require more frequent checks, which could lead to increased costs. Balancing these elements can lead you to a suitable choice in rubberlined butterfly valves. Always assess different options to make an informed decision.
Understanding the Applications of Rubberlined Butterfly Valves
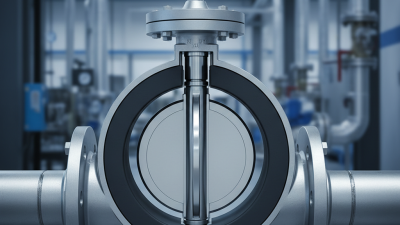
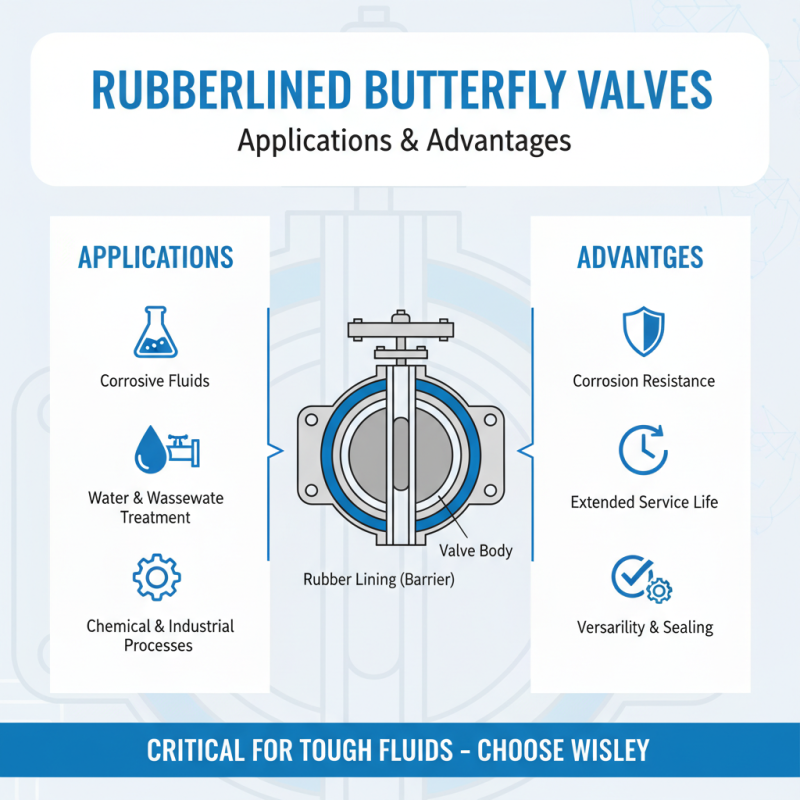
Rubberlined butterfly valves are vital in various industries due to their unique advantages. These valves are particularly suitable for applications involving corrosive fluids. Their rubber linings act as a barrier, preventing contact between the media and the valve body. This design significantly extends the valve's lifespan. It is essential to choose the right rubber lining based on the specific application requirements.
In water treatment, for instance, these valves control the flow of water efficiently. They can handle varying pressures and temperatures without compromise. In the chemical industry, they prevent leaks. An improper selection can lead to costly downtimes. Moreover, these valves are used to manage slurries and abrasive materials, as their robust construction minimizes wear.
When choosing rubberlined butterfly valves, consider the specific media they will handle. Each application demands careful thought regarding temperature, pressure, and chemical compatibility. Frequent evaluations are crucial to ensure performance. Users often overlook installation practices, yet they can impact functionality. Continuous monitoring and maintenance can prevent unexpected failures. Make these considerations a priority when making your selection.
Maintenance Tips for Prolonging the Life of Butterfly Valves
Rubberlined butterfly valves play a crucial role in various industries, ensuring efficient fluid control. However, to maximize their lifespan, proper maintenance is essential. Research shows that regular inspections significantly reduce failure rates in industrial valves. According to industry data, up to 70% of valve failures stem from poor maintenance practices.
Maintaining rubberlined butterfly valves involves several key tasks. Regular cleaning helps prevent the buildup of contaminants. This buildup can lead to corrosion and malfunction. Lubricating moving parts is equally vital. A well-lubricated valve operates smoothly and minimizes wear. Industry experts recommend checking for leaks at least once every quarter. Ignoring small leaks may lead to larger, costly issues.
Operators should consider environmental factors as well. Temperature fluctuations can affect rubber lining. Regular audits of valve performance under different conditions can identify weaknesses. Some maintenance routines may need revision to adapt to environmental changes. Awareness of these details can drastically improve valve reliability. Understanding these practices enhances not just the valve life but overall system efficiency.
Comparative Analysis of Rubberlined vs. Traditional Butterfly Valves
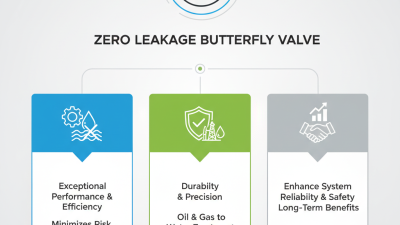
When comparing rubberlined butterfly valves to traditional options, the differences are significant. Rubberlined valves offer superior sealing capabilities. According to a report from the Fluid Control Association, these valves can reduce leakage rates by up to 50% compared to their traditional counterparts. This enhanced performance leads to less downtime and lower maintenance costs in various industrial applications.
Traditional butterfly valves typically struggle in corrosive or abrasive environments. On the other hand, rubberlined versions provide better protection against such challenges. A study published in the Journal of Industrial Materials highlighted that rubberlined valves have a lifespan that can exceed 20 years in harsh conditions, whereas traditional models often require replacement every 5 to 10 years. This extended durability can lead to considerable cost savings over time.
However, it’s crucial to consider installation and compatibility issues. Rubberlined valves may not fit seamlessly into existing systems. Engineers should conduct thorough assessments before making a switch. While the advantages are clear, potential drawbacks can arise if not addressed properly. Investing time in understanding these factors is essential for effective decision-making in valve selection.
Comparative Analysis of Rubberlined vs. Traditional Butterfly Valves